


我们的不锈钢管H型钢原料层层筛选视频现已上线,它比任何文字描述都能更直观地展示产品的魅力。请点击观看。
以下是:不锈钢管H型钢原料层层筛选的图文介绍

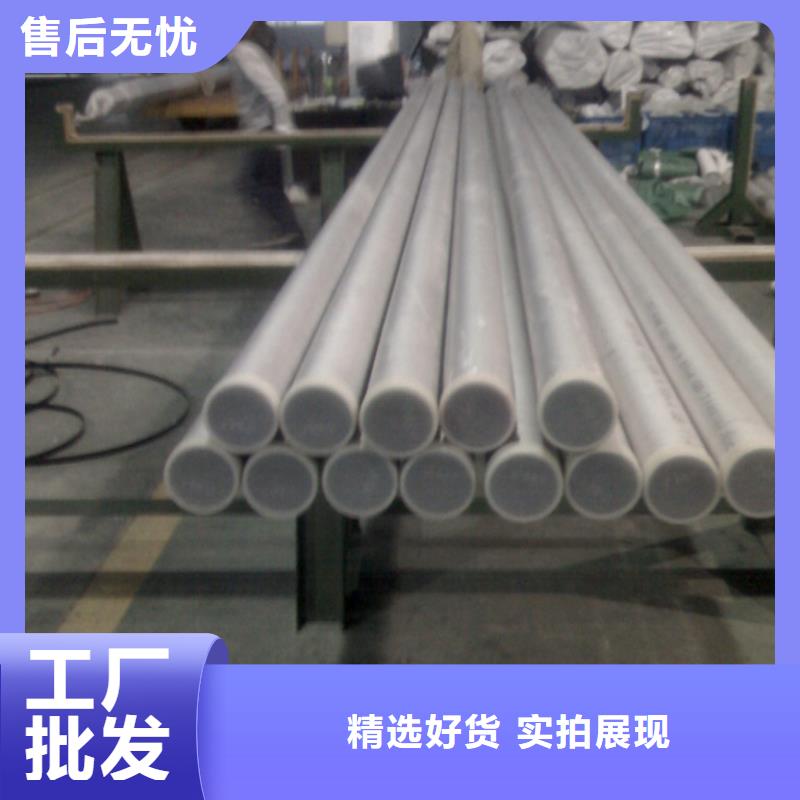
宜春国耀宏业钢铁有限公司位于经济开发区国耀宏业钢铁,优良的地理环境,现代化的产业集群,让企业具备了快速发展的基本动力。配套设施齐全。我司一路坚持用科技和信念打造过硬的产品和质量,在消费者心目中形成良好的口碑效应。成绩属于过去,奋斗属于未来。宜春国耀宏业钢铁有限公司秉承:德、孝、诚、爱和利他精神的企业理念,“创品质,树精品企业”的宗旨,“诚信、创新、发展”的经营理念,“用心服务、尽善尽美”的服务理念。



材料的种类很多,有碳素工具钢T10A和T12A,高速钢W18Cr4V,硬质合金YG6和YT15等等。(2)与不锈钢管之间产生相对运动以车削为例,见图1-1,有二种相对运动:主运动—一不锈钢管的运动,是切削运动中速度、消耗机床功率的运动:进给运动——车削时的进给运动包括走刀运动和吃刀运动。
它使待加工表面连续地被切削加工。在切削加工时,不锈钢管具有三种表面:待加工表面一一将切去的金属层表面;已加工表面——切削后得到的金属层表面;切削表面——正在被切削的表面。(3)应具有一定的几何角度典型的外圆车刀是由三个面、两个刀刃和一个刀尖组成的。
前刀面——切屑流出所经过的面。主后面——对着切削表面的面,也称后刀面。副后面——对着已加工表面的面。主切削刃——前面与主后面的交线,担负主要的切削工作。副切削刃—一前面与副后面的交线,只参加少量的切削工作。
刀尖——主、副切削刃的交点。车刀的基本角度是前角(γ)、后角(α)、楔角(β),它们是在主截面内度量的。前角(γ)——在主截面内,前刀面与基面的夹角。前角的大小影响切屑流出的易难程度。后角(α)——在主截面内,主后面与切削平面的夹角。
它使待加工表面连续地被切削加工。在切削加工时,不锈钢管具有三种表面:待加工表面一一将切去的金属层表面;已加工表面——切削后得到的金属层表面;切削表面——正在被切削的表面。(3)应具有一定的几何角度典型的外圆车刀是由三个面、两个刀刃和一个刀尖组成的。
前刀面——切屑流出所经过的面。主后面——对着切削表面的面,也称后刀面。副后面——对着已加工表面的面。主切削刃——前面与主后面的交线,担负主要的切削工作。副切削刃—一前面与副后面的交线,只参加少量的切削工作。
刀尖——主、副切削刃的交点。车刀的基本角度是前角(γ)、后角(α)、楔角(β),它们是在主截面内度量的。前角(γ)——在主截面内,前刀面与基面的夹角。前角的大小影响切屑流出的易难程度。后角(α)——在主截面内,主后面与切削平面的夹角。



因此,今后几年镍市场将出现供应严重短缺的局面。到2010年国内镍消费量有可能突破40万t大关,而目前原生镍产量仅7万t左右。受资源约,镍产量增加有限,预计未来几年自产原料的镍产量很难超过10万t,而缺口30多万t的镍依靠从国外进口,只能解决其中一部分,全部由进口解决的可能性很小。
在不锈钢管厂UHP电弧炉的操作中,由于使用了新的测试,实现了的工艺操作(77MVA,110吨的炉子)。测量仪表(UCE)能检测相间电平衡,因为电平衡就会使三相电极上不锈钢耐火材料的消耗大致相同,并使生产率。对于电极的调节(TCE),所使用的新方法是按平衡调节电极的位置:熔化时有效功率不变,精炼时电弧电阻不变。
在保证三相电极平衡时,所进行的新调节会使能耗降低,电极消耗。电极位移传感器可以测量电极的垂直移动,可以作为操作机构,并能料筐加料后的熔化状况。1、电炉钢厂介绍:不锈钢管厂有一座UHP电弧炉,一台真空抽气机,一个常用的5-7吨铸锭的浇铸盘,大部分产品为滚珠轴承钢。
UHP电弧炉变压器的额定功率为77MVA,可装钢水110吨。炉子装有水冷壁板和水冷拱顶。在废钢熔化时不使用任何燃烧器。以革新的名义由EDF和ANVAR给予了资助,、法国钢铁和TRINDFL联合研究了动力传送,以使不锈钢管厂的电弧炉达到操作。
这个工作改进了炉子操作,尤其是由于配备了测试仪表,主要是电测量仪表,例如UCE(电控制嚣)或TCE(电极记录传感器)和电极移动传感器。从电弧炉动力传送的全部情况(图1),我们将预料炉子的状况,并得到下列结果:(1)电测量范围内:一一由UCE测量出三相电平衡,一一从TCE得到电极调节,尤其是原始的调节定律:有效功率=常数。
在不锈钢管厂UHP电弧炉的操作中,由于使用了新的测试,实现了的工艺操作(77MVA,110吨的炉子)。测量仪表(UCE)能检测相间电平衡,因为电平衡就会使三相电极上不锈钢耐火材料的消耗大致相同,并使生产率。对于电极的调节(TCE),所使用的新方法是按平衡调节电极的位置:熔化时有效功率不变,精炼时电弧电阻不变。
在保证三相电极平衡时,所进行的新调节会使能耗降低,电极消耗。电极位移传感器可以测量电极的垂直移动,可以作为操作机构,并能料筐加料后的熔化状况。1、电炉钢厂介绍:不锈钢管厂有一座UHP电弧炉,一台真空抽气机,一个常用的5-7吨铸锭的浇铸盘,大部分产品为滚珠轴承钢。
UHP电弧炉变压器的额定功率为77MVA,可装钢水110吨。炉子装有水冷壁板和水冷拱顶。在废钢熔化时不使用任何燃烧器。以革新的名义由EDF和ANVAR给予了资助,、法国钢铁和TRINDFL联合研究了动力传送,以使不锈钢管厂的电弧炉达到操作。
这个工作改进了炉子操作,尤其是由于配备了测试仪表,主要是电测量仪表,例如UCE(电控制嚣)或TCE(电极记录传感器)和电极移动传感器。从电弧炉动力传送的全部情况(图1),我们将预料炉子的状况,并得到下列结果:(1)电测量范围内:一一由UCE测量出三相电平衡,一一从TCE得到电极调节,尤其是原始的调节定律:有效功率=常数。

